
SLA (Stereolitografio)
• Priskribo: SLA estas foto-resaniga mulda teknologio, kiu rilatas al la metodo formi tridimensian solidan tavolon post tavolo per la polimeriga reago de likva fotosentema rezino per ultraviola surradiado. La laborpeco preparita de SLA havas altan dimensian precizecon kaj estas la plej frua komerca 3D-presa teknologio.
• Presa Materialo: Foto-Sentema Rezino
• Forto: fotosentema rezino estas nesufiĉa en forteco kaj forto kaj facile rompiĝas. Samtempe, sub altaj temperaturoj, la presitaj partoj facile fleksiĝas kaj deformiĝas, kaj la portanta kapablo estas nesufiĉa.
• Karakterizaĵoj de finita produkto: SLA-presitaj laborpecoj havas bonajn detalojn kaj glatan surfacon, kiuj povas esti kolorigitaj per ŝprucaĵo kaj aliaj procezoj.
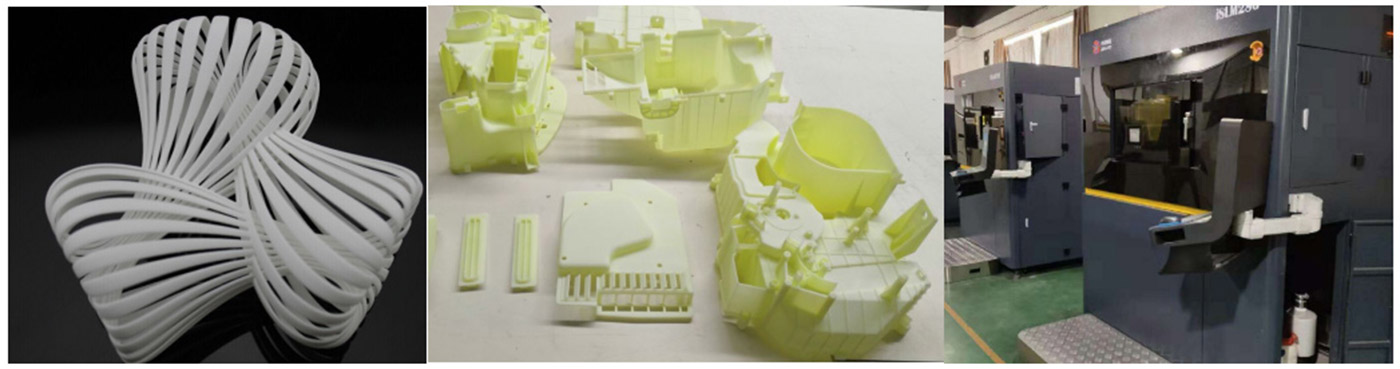
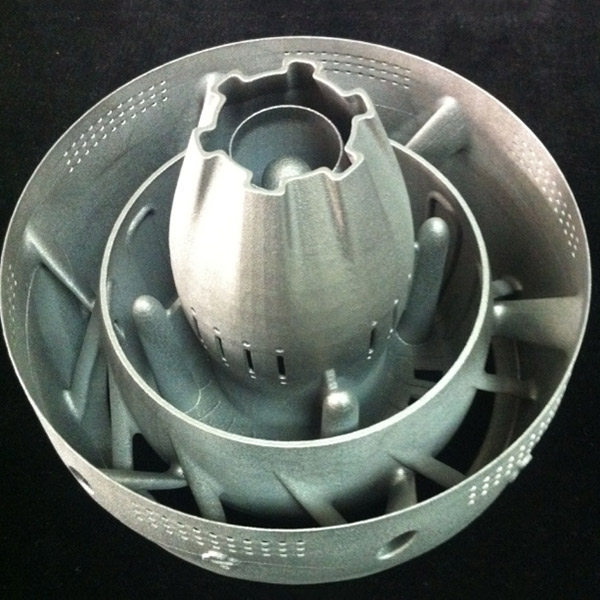
Selektema Lasera Sintrado (SLS)
• Priskribo: SLS estas selektema lasera sintrada teknologio, simila al SLM-teknologio. La diferenco estas la lasera potenco. Ĝi estas rapida prototipa metodo, kiu uzas transruĝan laseron kiel varmofonton por sinterigi pulvorajn materialojn kaj formi tridimensiajn partojn tavolo post tavolo.
• Presa Materialo: Nilona pulvoro, PS-pulvoro, PP-pulvo, metala pulvoro, ceramika pulvoro, rezina sablo kaj tegita sablo (oftaj presaj materialoj: nilona pulvoro, nilono plus vitrofibro)
• Forto: materiala agado estas pli bona ol ABS-produktoj, kaj la forto kaj forteco estas bonegaj.
• Karakterizaĵoj de finita produkto: la finita produkto havas superajn mekanikajn ecojn kaj taŭgas por rekta produktado de mezuraj modeloj, funkciaj modeloj kaj malgranda aro de plastaj partoj. La malavantaĝo estas, ke la precizeco ne estas alta, la surfaco de la prototipo estas relative malglata, kaj ĝi ĝenerale bezonas esti polurita permane, aspergita per vitraj bidoj, cindro, oleo kaj aliaj post-prilaborado.

CNC
• Priskribo: CNC-maŝinado estas subtraha fabrikada procezo, en kiu la softvara kontrolsistemo donas instrukciojn por igi la ilon plenumi diversajn bezonatajn movadojn. En ĉi tiu procezo, diversaj precizaj iloj estas uzataj por forigi la krudajn materialojn kaj produkti partojn aŭ produktojn.
• Materialoj: CNC-pretigaj materialoj estas sufiĉe ampleksaj, inkluzive de plastoj kaj metaloj. Plastaj manaj modelaj materialoj estas: ABS, akrila / PMMA, PP, komputilo, PE, POM, nilono, bakelito, ktp; Metalaj manaj modelaj materialoj estas: aluminio, aluminia magnezialojo, aluminia zinko-alojo, kupro, ŝtalo, fero, ktp.
• Forto: malsamaj materialoj havas malsamajn fortojn kaj malfacilas listigi
• Karakterizaĵoj de finita produkto: CNC-maŝinitaj partoj havas glatan surfacon, altan dimensian precizecon kaj plej bonan kompaktecon, kaj ekzistas diversaj post-prilaboraj opcioj.
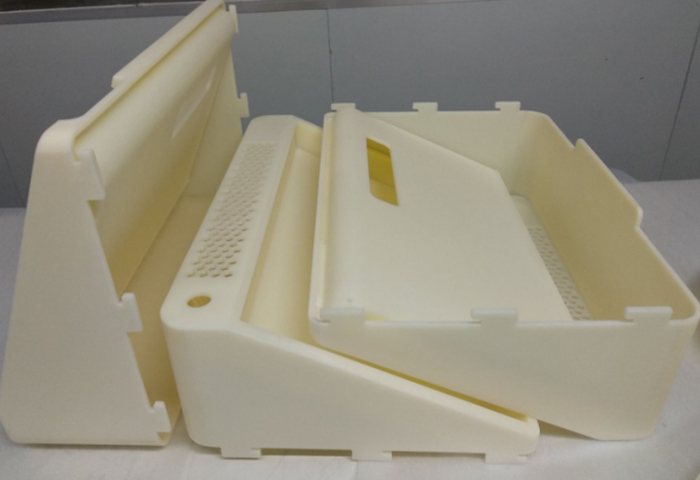

Vakuogisado
• Priskribo: vakua gisada teknologio estas uzi la prototipon (rapidaj prototipaj partoj, CNC-manaj partoj) por produkti silikonan muldilon sub vakua stato. Ĝi ankaŭ uzas PU, ABS kaj aliajn materialojn por verŝi, por kloni la saman kopion kun la produkta prototipo.
• Materialo: ABS, PU, PVC, silikono, travidebla ABS
• Forto: la forto kaj malmoleco estas malpli altaj ol la CNC-manaj partoj. Ofta PU-materialo estas relative fragila, forteco kaj alta temperaturo-rezisto estas malbonaj. ABS havas pli altan forton, pli bonan plastikecon kaj pli facilan postpretigon.
• Trajtoj de finita produkto: facile ŝrumpi kaj misformi; la precizeco ĝenerale estas nur 0,2 mm. Krome, la malplenaj manaj partoj povas rezisti nur al alta temperaturo de ĉirkaŭ 60 gradoj, kaj estas pli malaltaj ol CNC-manaj partoj en forto kaj malmoleco.


La vakua gisadoteknologio uzas la prototipon de la produkto por produkti silikon-muldilojn sub vakua stato, kaj adoptas materialojn kiel PU, ABS ktp por produkti partojn sub vakua stato, kiu estas la sama kiel kun la prototipo de la produkto. Ĉi tiu metodo taŭgas precipe por produktado de malgrandaj aroj. Ĝi estas malmultekosta solvo por solvi eksperimentan produktadon kaj malgrandan produktadon dum mallonga tempo, kaj ĝi ankaŭ povus plenumi la funkcian teston de iuj inĝenieraj specimenoj kun komplika strukturo. Entute la vakua gisada teknologio taŭgas por la simpla testo kaj la bezonoj de la koncepta projektado.
Avantaĝoj de Rapida Prototipado
• Alta grado de aŭtomatigo en formado
• Preciza enta replikado
• Alta dimensia precizeco. Dimensia precizeco povas esti ĝis ± 0,1 mm
• Bonega surfaca kvalito
• Senlima projektospaco
• Neniu muntado necesas
• Rapida formiĝa rapideco kaj pli mallonga livera tempo
• Ŝparado de krudaj materialoj
•Mi plibonigas produktan projektadon