
SLA (estereolitografía)
• Descrición: o SLA é unha tecnoloxía de moldeo fotopolimerizable, que se refire ao método de formar capa sólida tridimensional capa por capa a través da reacción de polimerización da resina fotosensible líquida por irradiación ultravioleta. A peza preparada por SLA ten unha alta precisión dimensional e é a primeira tecnoloxía de impresión 3D comercial.
• Material de impresión: resina fotosensible
• Resistencia: a resina fotosensible é insuficiente en resistencia e resistencia e rómpese facilmente. Ao mesmo tempo, en condicións de alta temperatura, as pezas impresas son fáciles de dobrar e deformar e a capacidade de carga é insuficiente.
• Características do produto acabado: as pezas impresas SLA teñen bos detalles e unha superficie lisa, que se pode colorear mediante pintura por pulverización e outros procesos.
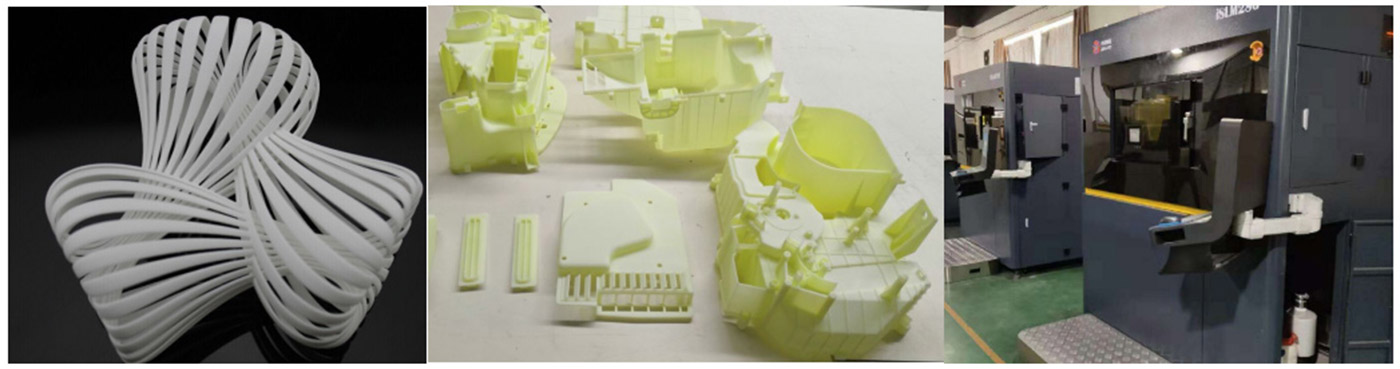
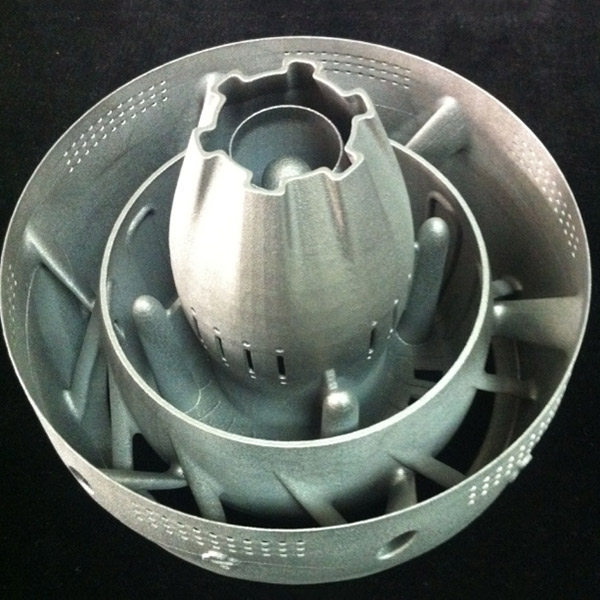
Sinterización láser selectiva (SLS)
• Descrición: SLS é unha tecnoloxía de sinterización láser selectiva, similar á tecnoloxía SLM. A diferenza é a potencia do láser. É un método de prototipado rápido que usa o láser infravermello como fonte de calor para sinterizar materiais en po e formar partes tridimensionais capa por capa.
• Material de impresión: po de nylon, po PS, po PP, po metálico, po cerámico, area de resina e area revestida (materiais de impresión comúns: po de nylon, nylon máis fibra de vidro)
• Resistencia: o rendemento do material é mellor que os produtos ABS e a resistencia e resistencia son excelentes.
• Características do produto acabado: o produto acabado ten propiedades mecánicas superiores e é adecuado para a produción directa de modelos de medición, modelos funcionais e pequenos lotes de pezas de plástico. A desvantaxe é que a precisión non é alta, a superficie do prototipo é relativamente rugosa e, polo xeral, é preciso pulir a man, pulverizar con contas de vidro, cinzas, aceite e outros post-procesados.

CNC
• Descrición: o mecanizado CNC é un proceso de fabricación subtractivo no que o sistema de control de software emite instrucións para facer que a ferramenta realice varios movementos necesarios. Neste proceso, utilízanse varias ferramentas de precisión para eliminar as materias primas e fabricar pezas ou produtos.
• Materiais: os materiais de procesamento CNC son bastante extensos, incluídos plásticos e metais. Os materiais manuais de plástico son: ABS, acrílico / PMMA, PP, PC, PE, POM, nylon, baquelita, etc .; Os materiais do modelo manual de metal son: aluminio, aliaxe de magnesio de aluminio, aliaxe de aluminio cinc, cobre, aceiro, ferro, etc.
• Resistencia: diferentes materiais teñen diferentes puntos fortes e son difíciles de enumerar
• Características do produto acabado: as pezas mecanizadas por CNC teñen unha superficie lisa, alta precisión dimensional e a mellor compacidade, e hai unha variedade de opcións de post-procesamento.
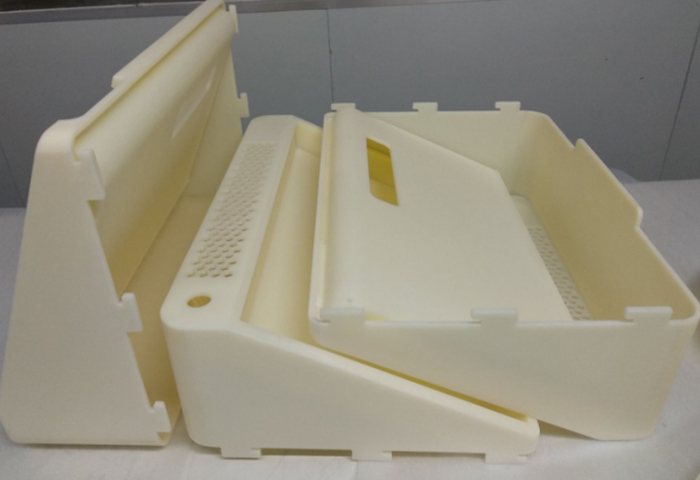

Fundición ao baleiro
• Descrición: a tecnoloxía de fundición ao baleiro consiste en empregar o prototipo (pezas de prototipado rápido, pezas manuais CNC) para fabricar un molde de silicona en estado de baleiro. Tamén emprega PU, ABS e outros materiais para verter, para clonar a mesma copia co prototipo do produto.
• Material: ABS, PU, PVC, silicona, ABS transparente
• Resistencia: a resistencia e a dureza son inferiores ás pezas de man do CNC. O material común de PU é relativamente quebradizo, a resistencia e a alta temperatura son pobres. O ABS ten maior resistencia, mellor plasticidade e un máis fácil procesado.
• Características do produto acabado: fácil de encoller e deformar; a precisión xeralmente é de só 0,2 mm. Ademais, as pezas manuais de fundición ao baleiro só poden resistir a altas temperaturas duns 60 graos e son máis baixas que as pezas manuais CNC en resistencia e dureza.


A tecnoloxía de fundición ao baleiro usa o prototipo do produto para fabricar moldes de silicona baixo estado de baleiro e adopta materiais como PU, ABS, etc. para fabricar pezas baixo estado de baleiro que é o mesmo que co prototipo do produto. Este método é especialmente axeitado para a produción de lotes pequenos. É unha solución de baixo custo para resolver a produción experimental e a produción de lotes pequenos durante o curto espazo de tempo e tamén podería cumprir a proba funcional dalgunhas mostras de enxeñaría cunha estrutura complicada. En definitiva, a tecnoloxía de fundición ao baleiro é axeitada para a proba sinxela e as necesidades do deseño conceptual.
Vantaxes do prototipado rápido
• Alto grao de automatización no proceso de conformado
• Replicación precisa da entidade
• Alta precisión dimensional. A precisión dimensional pode ser de ata ± 0,1 mm
• Excelente calidade superficial
• Espazo de deseño ilimitado
• Non se precisa montaxe
• Velocidade de formación rápida e menor tempo de entrega
• Aforro de materias primas
•Estou mellorando o deseño do produto