
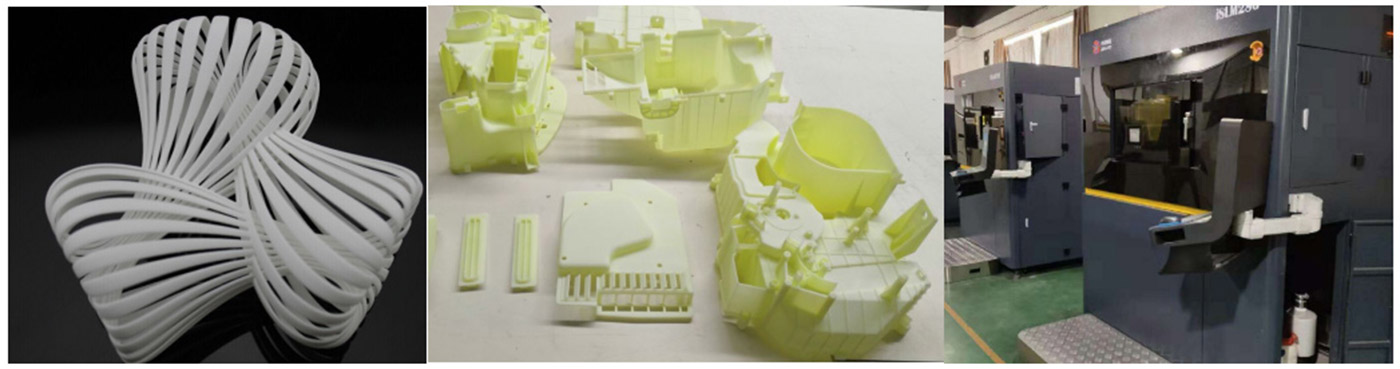
SLA (StereoLithography)
• Beschreiwung: SLA ass eng Fotohärend Formtechnologie, déi op d'Method bezitt fir dräidimensional Festschicht fir Schicht ze bilden duerch d'Polymeriséierungsreaktioun vu flëssege Liichtempfindlechen Harz duerch ultraviolett Bestralung. D'Wierkstéck virbereet vu SLA huet héich Dimensiounsgenauegkeet an ass déi éischt kommerziell 3D Drock Technologie.
• Drockmaterial: Fotosensibel Harz
• Kraaft: Liichtempfindlecht Harz ass net genuch an Zähegkeet a Kraaft a gëtt liicht gebrach. Zur selwechter Zäit, ënner héijen Temperaturbedingungen, sinn déi gedréckte Deeler einfach ze béien an ze verformen, an d'Lagerkapazitéit ass net genuch.
• Feature vum fertige Produkt: SLA gedréckte Werkstécker hu gutt Detailer a glat Uewerfläch, déi duerch Spritbiller an aner Prozesser faarweg kënne sinn.
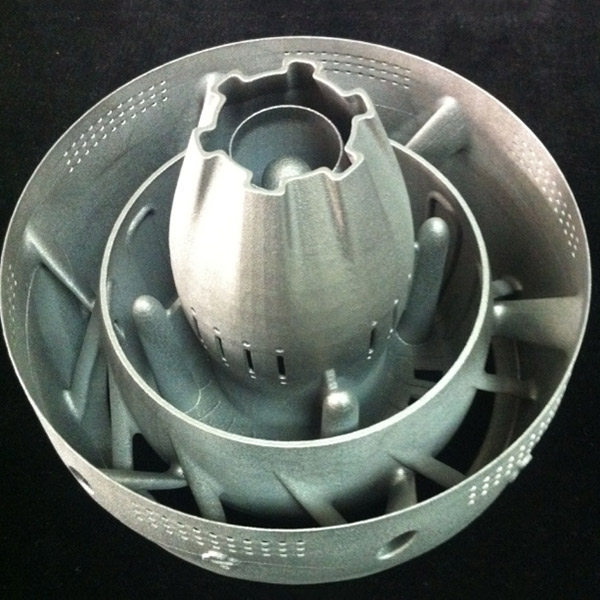
Selektiv Laser Sintering (SLS)
• Beschreiwung: SLS ass eng selektiv Laser-Sintertechnologie, ähnlech wéi SLM Technologie. Den Ënnerscheed ass d'Laserkraaft. Et ass eng séier Prototypmethod déi Infrarout Laser als Hëtztquell benotzt fir Pulvermaterial ze sënneren an dreidimensional Deeler Schicht-no-Schicht ze bilden.
• Drockmaterial: Nylonpulver, PS-Pudder, PP-Pudder, Metallpolver, Keramikpulver, Harzsand a Beschichtete Sand (allgemeng Drockmaterialien: Nylonpulver, Nylon plus Glasfaser)
• Kraaft: Materialleistung ass besser wéi ABS Produkter, an d'Kraaft an Zähegkeet sinn exzellent.
• Features vum fertige Produkt: de fertige Produkt huet super mechanesch Eegeschaften an ass passend fir direkt Produktioun vu Moossmodeller, funktionell Modeller a kleng Partie Plastikdeeler. De Nodeel ass datt d'Präzisioun net héich ass, d'Uewerfläch vum Prototyp relativ graff ass, an et ass normalerweis mat der Hand poléiert, mat Glasperlen, Asche, Ueleg an aner Postveraarbechtung gesprëtzt.

CNC
• Beschreiwung: CNC Bearbechtung ass en subtraktive Fabrikatiounsprozess an deem de Software Kontrollsystem Instruktiounen ausstellt fir datt den Tool verschidde néideg Bewegunge mécht. An dësem Prozess gi verschidde Präzisiounsinstrumenter benotzt fir d'Rohmaterialien ewechzehuelen an Deeler oder Produkter ze maachen.
• Material: CNC Veraarbechtungsmaterial sinn zimlech extensiv, inklusiv Plastik a Metaller. Plastik Handmodellmaterialien sinn: ABS, Acryl / PMMA, PP, PC, PE, POM, Nylon, Bakelit, asw .; Metal Handmodellmaterialien sinn: Aluminium, Aluminium Magnesiumlegierung, Aluminium Zinklegierung, Kof, Stol, Eisen, asw.
• Kraaft: verschidde Materialien hu verschidde Stäerkten a si schwéier ze lëschten
• Features vum fertige Produkt: CNC-maschinell Deeler hunn eng glat Uewerfläch, héich Dimensiounsgenauegkeet an déi bescht Kompaktheet, an et gi verschidde Postveraarbechtungsoptiounen.
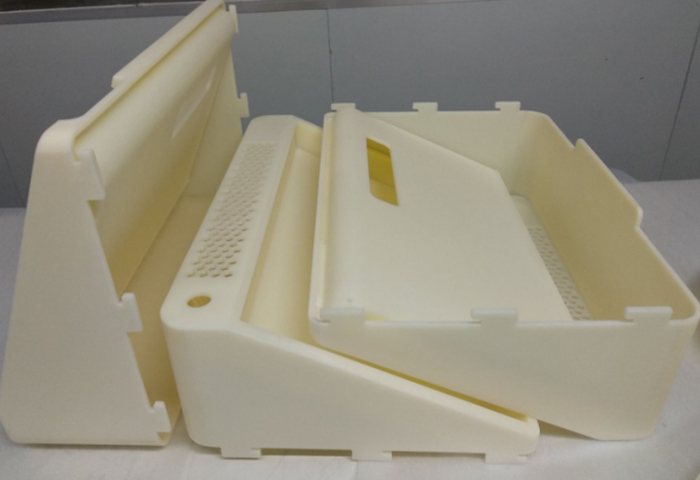

Vakuum Casting
• Beschreiwung: Vakuumgussentechnologie ass de Prototyp ze benotzen (séier Prototyping Deeler, CNC Handdeeler) fir e Silikonform ënner Vakuumzoustand ze maachen. Et benotzt och PU, ABS an aner Materialien fir ze schëdden, fir déi selwecht Kopie mam Produkt Prototyp ze klonen.
• Material: ABS, PU, PVC, Silikon, transparent ABS
• Kraaft: d'Kraaft an d'Härtheet si méi niddereg wéi d'CNC Handdeeler. Gemeinsam PU Material ass relativ brécheleg, Zähegkeet an héich Temperaturbeständegkeet si schlecht. ABS huet méi héich Kraaft, besser Plastizitéit, a méi einfach Postveraarbechtung.
• Features vum fertige Produkt: einfach ze verréngeren an ze verformen; d'Genauegkeet ass normalerweis nëmmen 0.2mm. Zousätzlech kënnen d'Vakuumguss Hand Deeler nëmmen héich Temperatur vu ongeféier 60 Grad widderstoen, an ass méi niddereg wéi CNC Handdeeler a Kraaft an Härkeet.


D'Vakuumgussentechnologie benotzt de Prototyp vum Produkt fir Silikonformen ënner Vakuumstatus ze maachen, an adoptéiert Materialien wéi PU, ABS asw. Fir Deeler ënner Vakuumstatus ze fabrizéieren déi d'selwecht sinn wéi mam Prototyp vum Produkt. Dës Method ass besonnesch gëeegent fir kleng Batchproduktioun. Et ass eng niddregskäschte Léisung fir experimentell Produktioun a kleng Batchproduktioun wärend der kuerzer Zäit ze léisen, an et kéint och de funktionellen Test vun e puer Ingenieursproblemer mat komplizéierter Struktur treffen. Alles an allem ass d'Vakuumgussentechnologie eegent fir den einfachen Test an d'Besoine vum konzeptuellen Design.
Virdeeler vu Rapid Prototyping
• Héije Grad vun Automatiséierung am Formungsprozess
• Präzis Entitéit Replikatioun
• Héich Dimensioun Genauegkeet. Dimensioun Genauegkeet ka bis zu ± 0,1 mm sinn
• Excellent Uewerfläch Qualitéit
• Onlimitéiert Designraum
• Keng Versammlung néideg
• Schnell Formgeschwindegkeet a méi kuerz Liwwerzäit
• Matière première spueren
•Ech mproving Produkt Design