
SLA (stereolitografia)
• Opis: SLA to technologia formowania fotoutwardzalnego, która odnosi się do metody tworzenia trójwymiarowej stałej warstwy po warstwie poprzez reakcję polimeryzacji ciekłej światłoczułej żywicy przez promieniowanie ultrafioletowe. Obrabiany przedmiot przygotowany przez SLA ma wysoką dokładność wymiarową i jest najwcześniejszą komercyjną technologią druku 3D.
• Materiał do drukowania: żywica światłoczuła
• Wytrzymałość: światłoczuła żywica ma niewystarczającą wytrzymałość i wytrzymałość i łatwo się łamie. Jednocześnie w warunkach wysokiej temperatury drukowane części łatwo się zginają i odkształcają, a nośność jest niewystarczająca.
• Cechy gotowego produktu: detale z nadrukiem SLA mają dobre szczegóły i gładką powierzchnię, którą można barwić przez malowanie natryskowe i inne procesy.
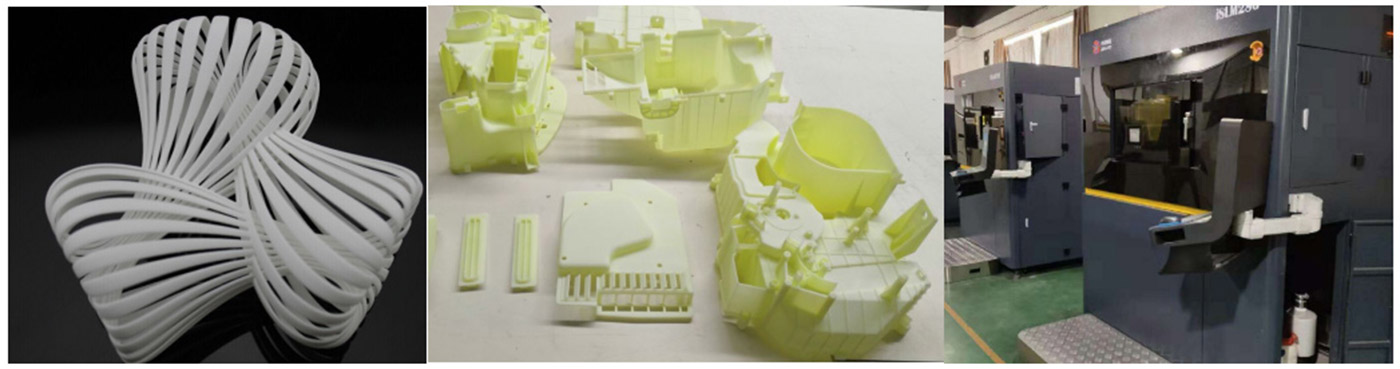
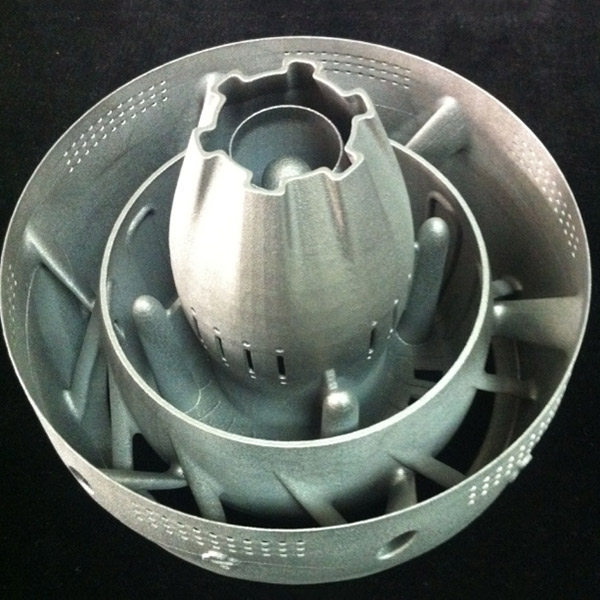
Selektywne spiekanie laserowe (SLS)
• Opis: SLS to technologia selektywnego spiekania laserowego, podobna do technologii SLM. Różnica polega na mocy lasera. Jest to metoda szybkiego prototypowania, która wykorzystuje laser na podczerwień jako źródło ciepła do spiekania materiałów proszkowych i tworzenia trójwymiarowych części warstwa po warstwie.
• Materiał do drukowania: proszek nylonowy, proszek PS, proszek PP, proszek metalowy, proszek ceramiczny, piasek żywiczny i piasek powlekany (typowe materiały do drukowania: proszek nylonowy, nylon plus włókno szklane)
• Siła: wydajność materiału jest lepsza niż w przypadku produktów ABS, a wytrzymałość i wytrzymałość są doskonałe.
• Cechy gotowego produktu: gotowy produkt ma doskonałe właściwości mechaniczne i nadaje się do bezpośredniej produkcji modeli pomiarowych, modeli funkcjonalnych i małych partii części z tworzyw sztucznych. Wadą jest to, że precyzja nie jest duża, powierzchnia prototypu jest stosunkowo chropowata i generalnie wymaga ręcznego polerowania, spryskiwania szklanymi kulkami, popiołem, olejem i innymi dodatkowymi obróbkami.

CNC
• Opis: Obróbka CNC to subtraktywny proces produkcyjny, w którym system sterowania oprogramowania wydaje instrukcje, aby narzędzie wykonywało różne wymagane ruchy. W tym procesie stosuje się różne precyzyjne narzędzia do usuwania surowców i wytwarzania części lub produktów.
• Materiały: Materiały do obróbki CNC są dość obszerne, w tym tworzywa sztuczne i metale. Plastikowe materiały do modelowania ręcznego to: ABS, akryl / PMMA, PP, PC, PE, POM, nylon, bakelit itp .; Metalowe materiały do modelowania ręcznego to: aluminium, aluminium stop magnezu, stop aluminiowo-cynkowy, miedź, stal, żelazo itp.
• Siła: różne materiały mają różne mocne strony i trudno je wymienić
• Cechy gotowego produktu: części obrabiane CNC mają gładką powierzchnię, wysoką dokładność wymiarową i najlepszą zwartość oraz istnieje wiele opcji obróbki końcowej.
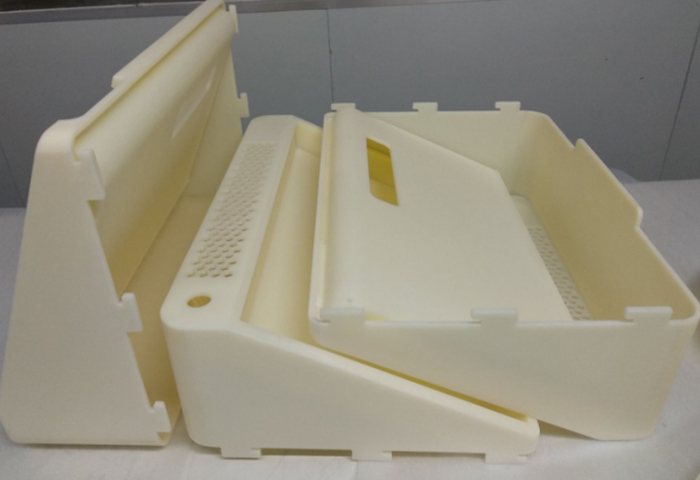

Odlewanie próżniowe
• Opis: technologia odlewania próżniowego polega na wykorzystaniu prototypu (części do szybkiego prototypowania, części ręczne CNC) do wykonania formy silikonowej w warunkach próżni. Wykorzystuje również PU, ABS i inne materiały do wylewania, aby sklonować tę samą kopię z prototypem produktu.
• Materiał: ABS, PU, PVC, silikon, przezroczysty ABS
• Siła: wytrzymałość i twardość są niższe niż części ręczne CNC. Powszechny materiał PU jest stosunkowo kruchy, a wytrzymałość i odporność na wysoką temperaturę są słabe. ABS ma większą wytrzymałość, lepszą plastyczność i łatwiejszą obróbkę końcową.
• Cechy gotowego produktu: łatwo się kurczy i odkształca; dokładność wynosi zwykle tylko 0,2 mm. Ponadto części ręczne odlewane próżniowo mogą wytrzymać tylko wysoką temperaturę około 60 stopni i są niższe niż części ręczne CNC pod względem wytrzymałości i twardości.


Technologia odlewania próżniowego wykorzystuje prototyp produktu do wykonywania form silikonowych w stanie próżni i przyjmuje materiały takie jak PU, ABS itp. Do produkcji części w stanie próżni, który jest taki sam jak w przypadku prototypu produktu. Ta metoda jest szczególnie odpowiednia do produkcji małoseryjnej.Jest to niedrogie rozwiązanie do rozwiązywania produkcji eksperymentalnej i produkcji małoseryjnej w krótkim czasie, a także może spełniać testy funkcjonalne niektórych próbek inżynieryjnych o skomplikowanej strukturze. Podsumowując, technologia odlewania próżniowego jest odpowiednia do prostego testu i potrzeb projektu koncepcyjnego.
Zalety szybkiego prototypowania
• Wysoki stopień automatyzacji procesu formowania
• Precyzyjna replikacja jednostek
• Wysoka dokładność wymiarowa. Dokładność wymiarowa może dochodzić do ± 0,1 mm
• Doskonała jakość powierzchni
• Nieograniczona przestrzeń projektowa
• Nie jest wymagany montaż
• Szybka prędkość formowania i krótszy czas dostawy
• Oszczędność surowców
•Doskonalę projektowanie produktów