
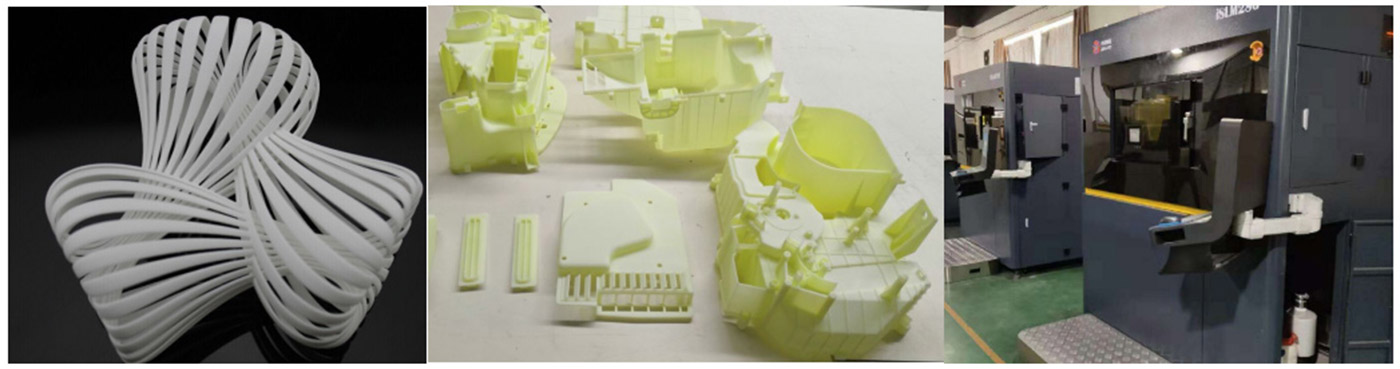
SLA (StereoLithography)
• Përshkrimi: SLA është një teknologji e derdhjes foto-shëruese, e cila i referohet metodës së formimit të shtresës së ngurtë tre-dimensionale nga shtresa përmes reaksionit të polimerizimit të rrëshirës dritë-ndjeshme të lëngshme nga rrezatimi ultraviolet. Pjesa e punës e përgatitur nga SLA ka saktësi të lartë dimensionale dhe është teknologjia më e hershme tregtare e shtypjes 3D.
• Materiali për shtypje: Rrëshirë fotosensitive
• Forca: rrëshira fotosensitive është e pamjaftueshme në qëndrueshmëri dhe forcë dhe prishet lehtë. Në të njëjtën kohë, në kushte të temperaturës së lartë, pjesët e shtypura janë të lehta për t'u përkulur dhe deformuar, dhe aftësia mbajtëse është e pamjaftueshme.
• Karakteristikat e produktit të përfunduar: Pjesët e punës të shtypura SLA kanë detaje të mira dhe sipërfaqe të lëmuar, të cilat mund të ngjyrosen nga lyerja me llak dhe procese të tjera.
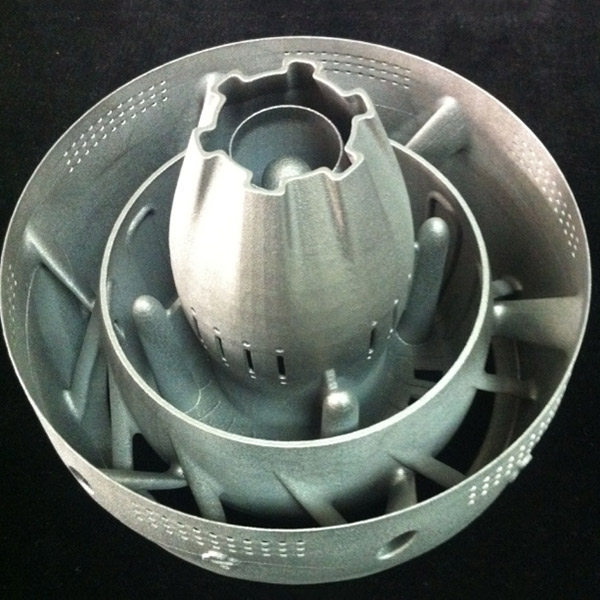
Sinterimi selektiv me lazer (SLS)
• Përshkrimi: SLS është një teknologji selektive e shkrirjes me lazer, e ngjashme me teknologjinë SLM. Dallimi është fuqia lazer. Shtë një metodë e shpejtë prototipizimi që përdor lazerin infra të kuq si një burim nxehtësie për të sintetizuar materialet pluhur dhe për të formuar pjesë tre-dimensionale shtresë për-shtresë.
• Materiali i printimit: Pluhur najloni, pluhur PS, pluhur PP, pluhur metali, pluhur qeramike, rërë rrëshire dhe rërë e veshur (materiale të zakonshme shtypi: pluhur najloni, najloni plus fibra qelqi)
• Forca: performanca e materialit është më e mirë se produktet ABS, dhe forca dhe qëndrueshmëria janë të shkëlqyera.
• Karakteristikat e produktit të përfunduar: produkti i përfunduar ka veti mekanike superiore dhe është i përshtatshëm për prodhimin e drejtpërdrejtë të modeleve të matjes, modeleve funksionale dhe grupeve të vogla të pjesëve plastike. Disavantazhi është se saktësia nuk është e lartë, sipërfaqja e prototipit është relativisht e ashpër dhe zakonisht kërkohet të lustrohet me dorë, të spërkatet me rruaza qelqi, hiri, vaji dhe të tjera pas përpunimit.

CNC
• Përshkrimi: Përpunimi CNC është një proces prodhues subraktiv në të cilin sistemi i kontrollit të softuerit lëshon udhëzime për ta bërë mjetin të kryejë lëvizje të ndryshme të kërkuara. Në këtë proces, mjete të ndryshme precize përdoren për të hequr lëndët e para dhe për të bërë pjesë ose produkte.
• Materialet: Materialet e përpunimit CNC janë mjaft të gjera, duke përfshirë plastikën dhe metalet. Materialet plastike të modelit të duarve janë: ABS, akrilik / PMMA, PP, PC, PE, POM, najlon, bakelit, etj; Materialet e modelit të dorës metalike janë: alumini, aliazh alumini i magnezit, aliazh alumini i zinkut, bakër, çelik, hekur, etj.
• Forca: materiale të ndryshme kanë forca të ndryshme dhe është e vështirë të renditen
• Karakteristikat e produktit të përfunduar: Pjesët e përpunuara me CNC kanë një sipërfaqe të lëmuar, saktësi të lartë dimensionale dhe kompaktësinë më të mirë, dhe ekzistojnë një larmi opsionesh pas përpunimit.
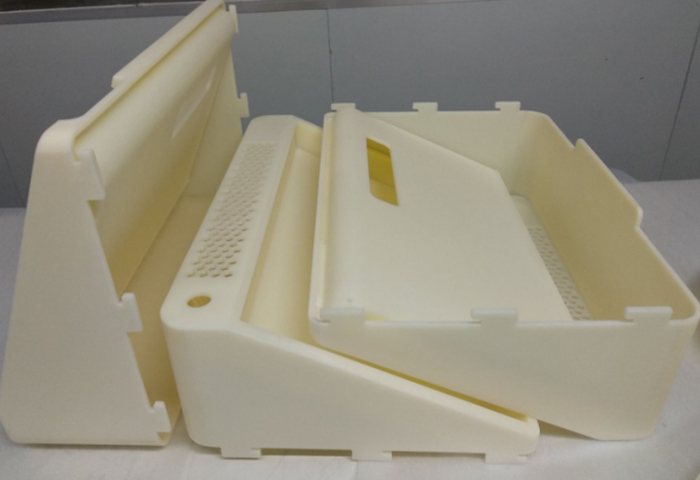

Hedhja në vakum
• Përshkrimi: Teknologjia e hedhjes në vakum është përdorimi i prototipit (pjesë prototipi të shpejta, pjesë dore CNC) për të bërë një myk silikoni në kushte vakumi. Ai gjithashtu përdor PU, ABS dhe materiale të tjera për të derdhur, në mënyrë që të klonojë të njëjtën kopje me prototipin e produktit.
• Materiali: ABS, PU, PVC, silikoni, ABS transparent
• Forca: forca dhe fortësia janë më të ulëta se pjesët e duarve CNC. Materiali i zakonshëm i UP është relativisht i brishtë, rezistenca dhe rezistenca ndaj temperaturës së lartë janë të dobëta. ABS ka forcë më të lartë, plasticitet më të mirë dhe përpunim më të lehtë pas postës.
• Karakteristikat e produktit të përfunduar: lehtë për tkurrje dhe deformim; saktësia është përgjithësisht vetëm 0.2 mm. Përveç kësaj, pjesët e dorës që hedhin vakum mund të rezistojnë vetëm në temperaturë të lartë prej rreth 60 gradë dhe është më e ulët se pjesët e duarve CNC në forcë dhe fortësi.


Teknologjia e hedhjes në vakum përdor prototipin e produktit për të bërë forma silikoni nën statusin e vakumit dhe miraton materiale të tilla si PU, ABS etj për të prodhuar pjesë nën statusin e vakumit që është i njëjtë me prototipin e produktit. Kjo metodë është veçanërisht e përshtatshme për prodhimin e grupeve të vogla. Isshtë një zgjidhje me kosto të ulët për të zgjidhur prodhimin eksperimental dhe prodhimin e grupeve të vogla gjatë kohës së shkurtër, dhe gjithashtu mund të plotësojë testin funksional të disa mostrave inxhinierike me strukturë të komplikuar. Në përgjithësi, teknologjia e hedhjes së vakumit është e përshtatshme për provën e thjeshtë dhe nevojat e modelit konceptual.
Avantazhet e Prototipizimit të Shpejtë
• Shkallë e lartë e automatizimit në procesin e formimit
• Replikimi i saktë i entitetit
• Saktësia e lartë dimensionale. Saktësia dimensionale mund të jetë deri në ± 0,1 mm
• Cilësi e shkëlqyeshme e sipërfaqes
• Hapësirë e pakufizuar e dizajnit
• Nuk kërkohet asamble
• Shpejtësia e formimit të shpejtë dhe koha më e shkurtër e dorëzimit
• Kursimi i lëndëve të para
•Unë përmirësoj dizajnin e produktit