
SLA (stereolithografi)
• Beskrivning: SLA är en fotohärdande gjutningsteknik som hänvisar till metoden för att bilda tredimensionellt fast skikt för skikt genom polymerisationsreaktionen av flytande ljuskänsligt harts genom ultraviolett bestrålning. Arbetsstycket som framställts av SLA har hög dimensionell noggrannhet och är den tidigaste kommersiella 3D-utskriftstekniken.
• Utskriftsmaterial: Ljuskänsligt harts
• Styrka: ljuskänsligt harts har inte tillräcklig seghet och styrka och bryts lätt. Samtidigt är de tryckta delarna lätta att böja och deformera under höga temperaturförhållanden och bärkapaciteten är otillräcklig.
• Egenskaper hos den färdiga produkten: SLA-tryckta arbetsstycken har bra detaljer och slät yta, som kan färgas genom spraymålning och andra processer.
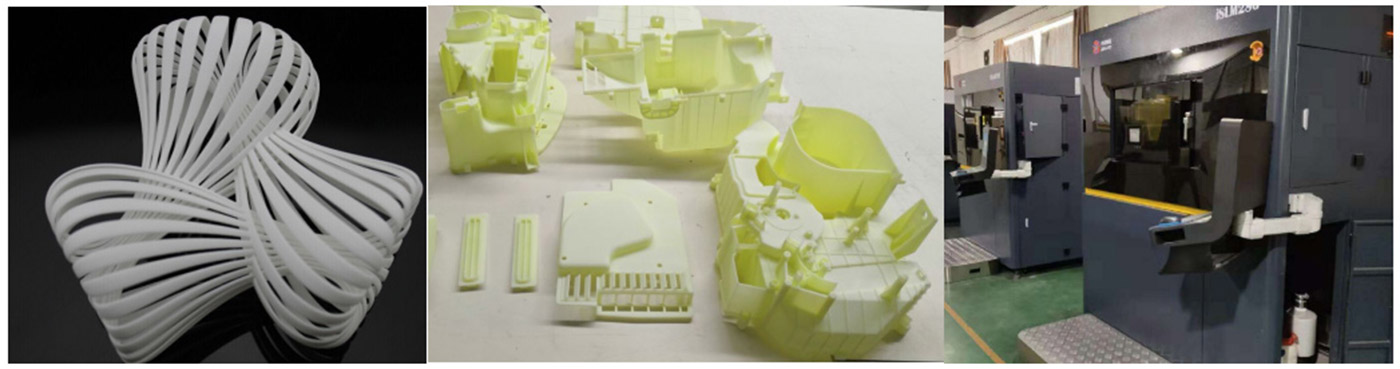
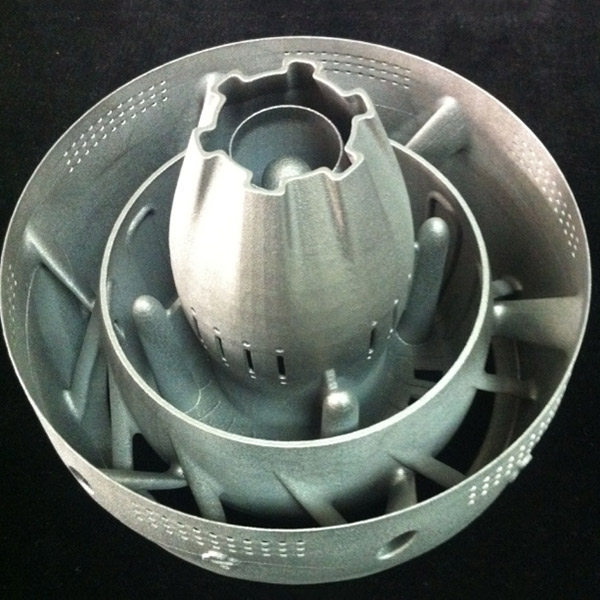
Selektiv lasersinterning (SLS)
• Beskrivning: SLS är en selektiv lasersintringsteknik, som liknar SLM-teknik. Skillnaden är laserkraften. Det är en snabb prototypmetod som använder infraröd laser som värmekälla för att sintra pulvermaterial och bilda tredimensionella delar lager för lager.
• Tryckmaterial: Nylonpulver, PS-pulver, PP-pulver, metallpulver, keramiskt pulver, hartsand och belagd sand (vanliga tryckmaterial: nylonpulver, nylon plus glasfiber)
• Styrka: materialprestanda är bättre än ABS-produkter, och styrkan och segheten är utmärkt.
• Egenskaper hos den färdiga produkten: den färdiga produkten har överlägsna mekaniska egenskaper och är lämplig för direkt produktion av mätmodeller, funktionella modeller och små satser av plastdelar. Nackdelen är att precisionen inte är hög, att prototypens yta är relativt grov och att det vanligtvis måste poleras för hand, sprayas med glaspärlor, aska, olja och annan efterbehandling.

CNC
• Beskrivning: CNC-bearbetning är en subtraktiv tillverkningsprocess där programvarukontrollsystemet ger instruktioner för att få verktyget att utföra olika nödvändiga rörelser. I denna process används olika precisionsverktyg för att ta bort råvarorna och göra delar eller produkter.
• Material: CNC-bearbetningsmaterial är ganska omfattande, inklusive plast och metaller. Handmaterial av plast är: ABS, akryl / PMMA, PP, PC, PE, POM, nylon, bakelit, etc. Metallhandmodellmaterial är: aluminium, aluminium Magnesiumlegering, aluminiumlegering av zink, koppar, stål, järn etc.
• Styrka: olika material har olika styrkor och är svåra att lista
• Funktioner hos den färdiga produkten: CNC-bearbetade delar har en jämn yta, hög dimensioneringsnoggrannhet och bästa kompakthet, och det finns en mängd efterbehandlingsalternativ.
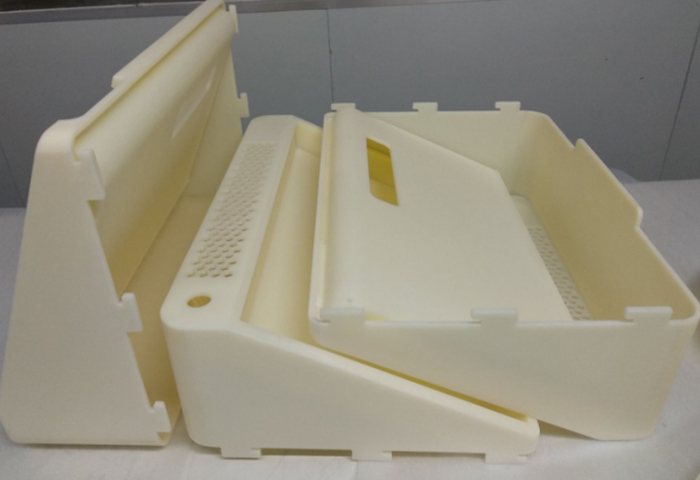

Vakuumgjutning
• Beskrivning: vakuumgjutningsteknik är att använda prototypen (snabba prototypdelar, CNC-handdelar) för att göra en silikonform under vakuum. Den använder också PU, ABS och andra material för att hälla för att klona samma kopia med produktprototypen.
• Material: ABS, PU, PVC, silikon, transparent ABS
• Styrka: styrkan och hårdheten är lägre än CNC-handdelarna. Vanligt PU-material är relativt sprött, seghet och hög temperaturbeständighet är dåliga. ABS har högre hållfasthet, bättre plasticitet och lättare efterbehandling.
• Funktioner hos den färdiga produkten: lätt att krympa och deformera; noggrannheten är vanligtvis bara 0,2 mm. Dessutom kan de vakuumgjutande handdelarna endast motstå hög temperatur på cirka 60 grader och är lägre än CNC-handdelar i styrka och hårdhet.


Vakuumgjutningstekniken använder prototypen för produkten för att göra silikonformar under vakuumstatus och antar material som PU, ABS etc. för att tillverka delar under vakuumstatus, vilket är detsamma som med prototypen för produkten. Denna metod är speciellt lämplig för produktion av små satser. Det är en billig lösning för att lösa experimentell produktion och produktion av små satser under kort tid, och den kan också uppfylla funktionstestet för vissa tekniska prover med komplicerad struktur. Sammantaget är vakuumgjutstekniken lämplig för det enkla testet och behoven hos den konceptuella designen.
Fördelar med snabb prototyping
• Hög grad av automatisering i formningsprocessen
• Exakt entitetsreplikering
• Hög dimensionell noggrannhet. Dimensionsnoggrannheten kan vara upp till ± 0,1 mm
• Utmärkt ytkvalitet
• Obegränsat designutrymme
• Ingen montering krävs
• Snabb formningshastighet och kortare leveranstid
• Spara råvaror
•Jag förbättrar produktdesign