
SLA (StereoLithography)
• Paglalarawan: Ang SLA ay isang teknolohiyang paghuhulma ng photo-curing, na tumutukoy sa pamamaraan ng pagbuo ng three-dimensional solid layer ng layer sa pamamagitan ng reaksyon ng polimerisasyon ng likidong photosensitive na dagta ng ultraviolet irradiation. Ang piraso ng trabaho na inihanda ng SLA ay may mataas na dimensional na kawastuhan at ito ang pinakamaagang teknolohiya sa pag-print ng 3D.
• Materyal sa Pagpi-print: Photosensitive Resin
• Lakas: ang photosensitive resin ay hindi sapat sa tigas at lakas at madaling masira. Sa parehong oras, sa ilalim ng mga kondisyon ng mataas na temperatura, ang mga naka-print na bahagi ay madaling yumuko at magpapangit, at ang kapasidad ng tindig ay hindi sapat.
• Mga tampok ng tapos na produkto: Ang mga naka-print na workpiece ng SLA ay may mahusay na mga detalye at makinis na ibabaw, na maaaring kulay ng spray ng pintura at iba pang mga proseso.
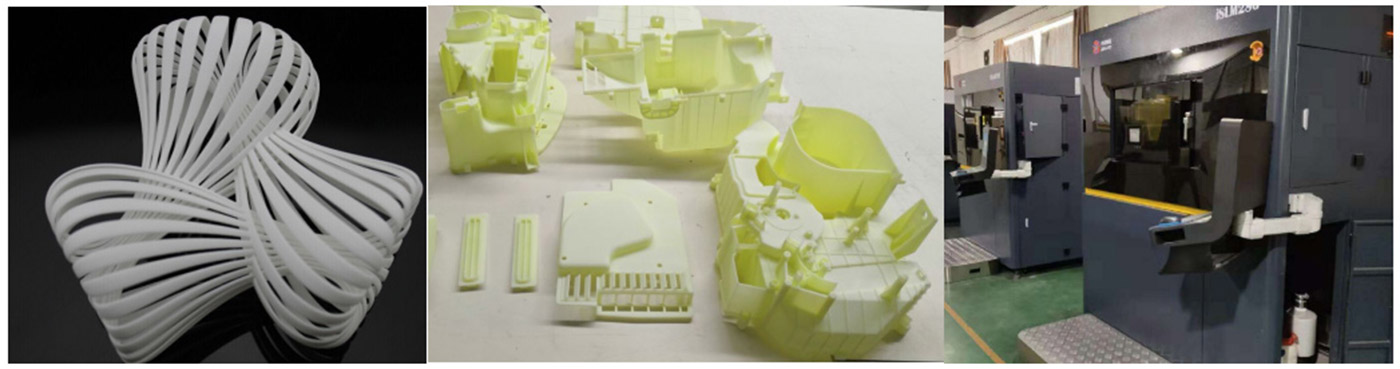
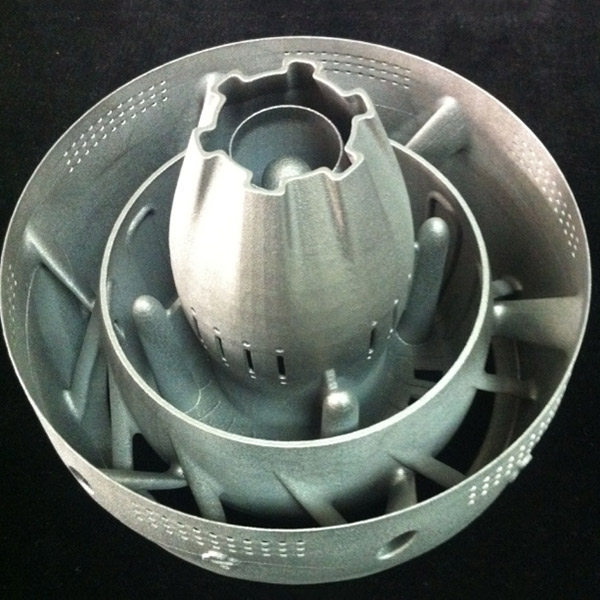
Selective Laser Sintering (SLS)
• Paglalarawan: Ang SLS ay isang piling teknolohiya ng laser sinter, katulad ng teknolohiyang SLM. Ang pagkakaiba ay ang lakas ng laser. Ito ay isang mabilis na pamamaraan ng prototyping na gumagamit ng infrared laser bilang mapagkukunan ng init sa mga materyal na pulbos ng sinter at bumubuo ng mga three-dimensional na bahagi ng layer-by-layer.
• Materyal sa Pagpi-print: Nylon pulbos, PS pulbos, PP pulbos, metal pulbos, ceramic pulbos, dagta ng buhangin at pinahiran na buhangin (karaniwang mga materyales sa pag-print: nylon pulbos, nylon kasama ang salamin na hibla)
• Lakas: ang pagganap ng materyal ay mas mahusay kaysa sa mga produkto ng ABS, at ang lakas at tigas ay mahusay.
• Mga tampok ng tapos na produkto: ang natapos na produkto ay may higit na katangiang mekanikal at angkop para sa direktang paggawa ng mga modelo ng pagsukat, mga modelo ng pagganap at maliit na pangkat ng mga plastik na bahagi. Ang kawalan ay ang katumpakan ay hindi mataas, ang ibabaw ng prototype ay medyo magaspang, at sa pangkalahatan ito ay kinakailangan na makintab sa pamamagitan ng kamay, sprayed sa salamin kuwintas, abo, langis at iba pang post-processing.

CNC
• Paglalarawan: Ang machining ng CNC ay isang nakakabawas na proseso ng pagmamanupaktura kung saan naglalabas ang system ng pagkontrol ng software ng mga tagubilin upang maisagawa ang tool sa iba't ibang kinakailangang paggalaw. Sa prosesong ito, ginagamit ang iba't ibang mga tool sa katumpakan upang alisin ang mga hilaw na materyales at gumawa ng mga bahagi o produkto.
• Mga Kagamitan: Ang mga materyales sa pagpoproseso ng CNC ay lubos na malawak, kabilang ang mga plastik at metal. Ang mga materyales sa modelo ng plastik na kamay ay: ABS, acrylic / PMMA, PP, PC, PE, POM, nylon, bakelite, atbp. Ang mga materyales sa modelo ng kamay na metal ay: aluminyo, aluminyo na aluminyo ng Magnesiyo, aluminyo na sink na sink, tanso, bakal, bakal, atbp.
• Lakas: iba't ibang mga materyales ay may iba't ibang mga kalakasan at mahirap ilista
• Mga tampok ng tapos na produkto: Ang mga bahagi ng makina ng CNC ay may makinis na ibabaw, mataas na dimensional na kawastuhan, at ang pinakamahusay na pagiging siksik, at mayroong iba't ibang mga pagpipilian sa post-processing.
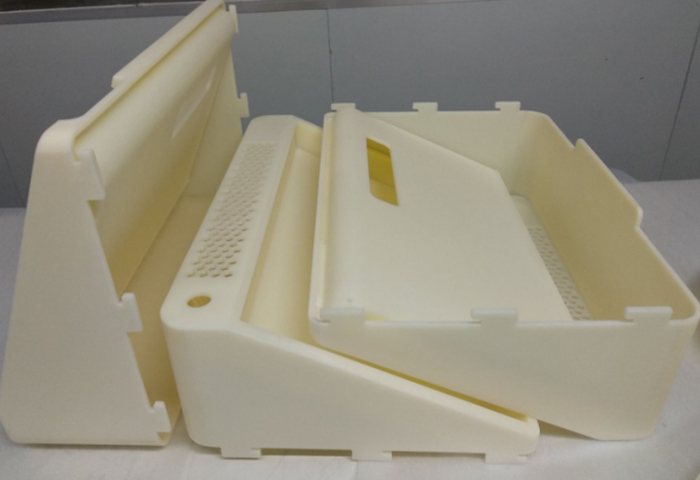

Pag-cast ng Vacuum
• Paglalarawan: ang teknolohiya ng paghahagis ng vacuum ay gagamitin ang prototype (mabilis na mga bahagi ng prototyping, mga bahagi ng kamay ng CNC) upang makagawa ng isang silicone na magkaroon ng amag sa ilalim ng kondisyon ng vacuum. Gumagamit din ito ng PU, ABS at iba pang mga materyales upang ibuhos, upang ma-clone ang parehong kopya sa prototype ng produkto.
• Materyal: ABS, PU, PVC, silicone, transparent ABS
• Lakas: ang lakas at tigas ay mas mababa kaysa sa mga bahagi ng kamay ng CNC. Karaniwang PU materyal ay medyo malutong, tigas at mataas na temperatura paglaban ay mahirap. Ang ABS ay may mas mataas na lakas, mas mahusay na plasticity, at mas madaling post-processing.
• Mga tampok ng tapos na produkto: madaling pag-urong at pagpapapangit; ang kawastuhan sa pangkalahatan ay 0.2mm lamang. Bilang karagdagan, ang mga bahagi ng vacuum casting hand ay maaari lamang labanan ang mataas na temperatura ng halos 60 degree, at mas mababa sa mga bahagi ng kamay ng CNC sa lakas at tigas.


Ang teknolohiyang paghahagis ng vacuum ay gumagamit ng prototype ng produkto upang gumawa ng mga silicone na hulma sa ilalim ng katayuan ng vacuum, at gumagamit ng mga materyales tulad ng PU, ABS atbp upang makagawa ng mga bahagi sa ilalim ng katayuan ng vacuum na kapareho ng prototype ng produkto. Lalo na angkop ang pamamaraang ito para sa maliliit na produksyon ng batch. Ito ay isang solusyon sa mababang gastos upang malutas ang pang-eksperimentong produksyon at maliit na produksyon ng batch sa maikling panahon, at maaari rin nitong matugunan ang pagsubok sa pagganap ng ilang mga sample ng engineering na may kumplikadong istraktura. Sa kabuuan, ang teknolohiyang paghahagis ng vacuum ay angkop para sa simpleng pagsubok at mga pangangailangan ng disenyo ng konsepto.
Mga kalamangan ng Mabilis na Prototyping
• Mataas na antas ng awtomatiko sa pagbubuo ng proseso
• Tiyak na pagtitiklop ng entity
• Katumpakan ng mataas na dimensional. Ang katumpakan ng dimensional ay maaaring hanggang sa ± 0.1mm
• Mahusay na kalidad sa ibabaw
• Walang limitasyong espasyo sa disenyo
• Walang kinakailangang pagpupulong
• Mabilis na bumubuo ng bilis at mas maikli na oras ng paghahatid
• Pag-save ng mga hilaw na materyales
•Mproving ko ang disenyo ng produkto