
סלאַ (סטערעאָליטאָגראַפי)
• באַשרייַבונג: סלאַ איז אַ פאָטאָ-קיורינג מאָלדינג טעכנאָלאָגיע, וואָס רעפערס צו די מעטהאָדס פון פאָרמינג דריי-דימענשאַנאַל האַרט שיכטע דורך שיכטע דורך די פּאַלימעראַזיישאַן אָפּרוף פון פליסיק פאָטאָסענסיטיווע סמאָלע דורך אַלטראַווייאַליט יריידייישאַן. די אַרבעט שטיק צוגעגרייט דורך סלאַ האט הויך דימענשאַנאַל אַקיעראַסי און איז די ערליאַסט געשעפט 3D דרוק טעכנאָלאָגיע.
• פּרינטינג מאַטעריאַל: פאָטאָסענסיטיווע סמאָלע
• שטאַרקייַט: פאָטאָסענסיטיווע סמאָלע איז ניט גענוג אין טאַפנאַס און שטאַרקייַט און איז לייכט צעבראכן. אין דער זעלביקער צייט, אונטער הויך טעמפּעראַטור באדינגונגען, די געדרוקט טיילן זענען גרינג צו בייגן און פאַרקרימען, און די שייַכעס קאַפּאַציטעט איז ניט גענוגיק.
• פֿעיִקייטן פון פאַרטיק פּראָדוקט: סלאַ געדרוקט וואָרקפּיעסעס האָבן גוט דעטאַילס און גלאַט ייבערפלאַך, וואָס קענען זיין בונט דורך שפּריץ געמעל און אנדערע פּראַסעסאַז.
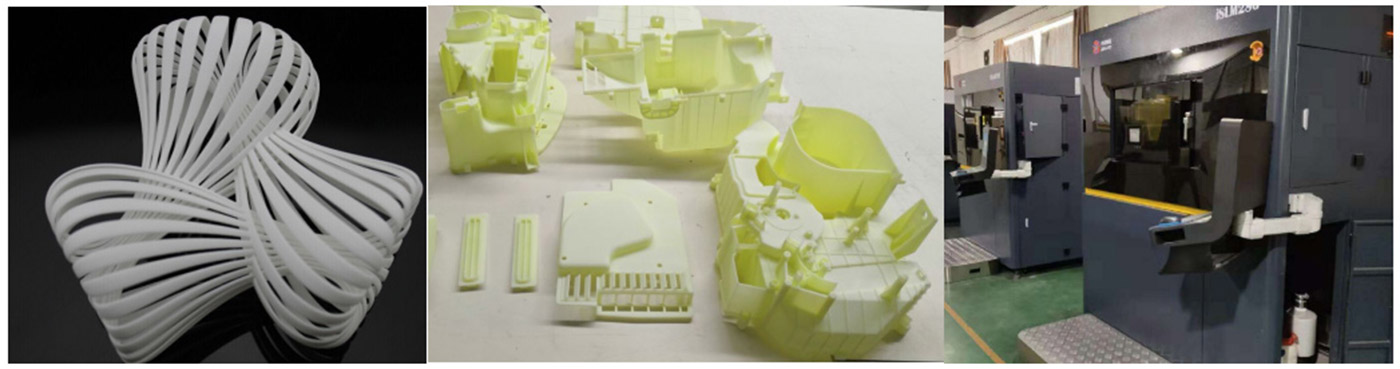
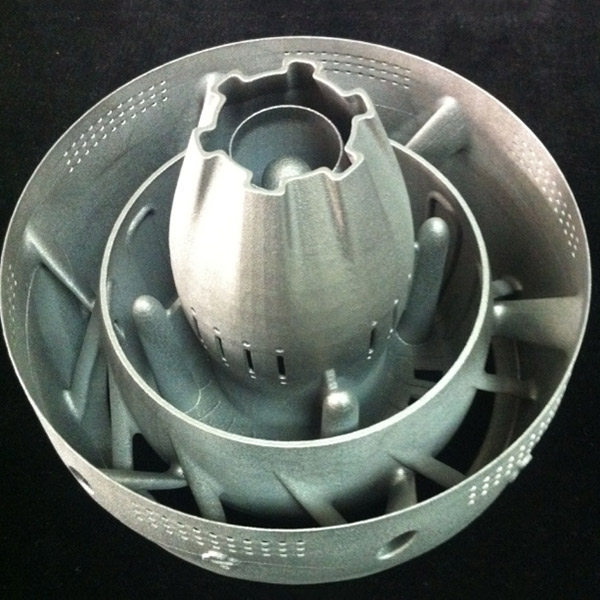
סעלעקטיוו לאַזער סינטערינג (SLS)
• באַשרייַבונג: SLS איז אַ סעלעקטיוו לאַזער סינטערינג טעכנאָלאָגיע, ענלעך צו SLM טעכנאָלאָגיע. די חילוק איז די לאַזער מאַכט. עס איז אַ גיך פּראָטאָטיפּינג מעטאָד וואָס ניצט ינפרערעד לאַזער ווי אַ היץ מקור צו סינטער פּודער מאַטעריאַלס און פאָרעם דריי-דימענשאַנאַל טיילן שיכטע-דורך-שיכטע.
• פּרינטינג מאַטעריאַל: ניילאָן פּודער, פּס פּודער, פּפּ פּודער, מעטאַל פּודער, סעראַמיק פּודער, סמאָלע זאַמד און קאָוטאַד זאַמד (פּראָסט דרוק מאַטעריאַלס: ניילאָן פּודער, ניילאָן פּלוס גלאז פיברע)
• שטאַרקייַט: מאַטעריאַל פאָרשטעלונג איז בעסער ווי אַבס פּראָדוקטן, און די שטאַרקייַט און טאַפנאַס זענען ויסגעצייכנט.
• פאַרטיק פּראָדוקט פֿעיִקייטן: די פאַרטיק פּראָדוקט האט העכער מעטשאַניקאַל פּראָפּערטיעס און איז פּאַסיק פֿאַר דירעקט פּראָדוקציע פון מעאַסורעמענט מאָדעלס, פאַנגקשאַנאַל מאָדעלס און קליין פּעקל פון פּלאַסטיק טיילן. די כיסאָרן איז אַז די פּינטלעכקייַט איז נישט הויך, די ייבערפלאַך פון די פּראָוטאַטייפּ איז לעפיערעך פּראָסט און עס איז בכלל פארלאנגט צו זיין פּאַלישט מיט די האַנט, ספּרייד מיט גלאז קרעלן, אַש, בוימל און אנדערע נאָך פּראַסעסינג.

CNC
• באַשרייַבונג: קנק מאַשינינג איז אַ סאַבטראַקטיוו מאַנופאַקטורינג פּראָצעס אין וואָס די ווייכווארג קאָנטראָל סיסטעם גיט אינסטרוקציעס צו מאַכן די געצייַג דורכפירן פאַרשידן מאָוועמענץ. אין דעם פּראָצעס, פאַרשידן פּינטלעכקייַט מכשירים זענען געניצט צו באַזייַטיקן די רוי מאַטעריאַלס און מאַכן טיילן אָדער פּראָדוקטן.
• מאַטעריאַלס: קנק פּראַסעסינג מאַטעריאַלס זענען גאַנץ ברייט, אַרייַנגערעכנט פּלאַסטיקס און מעטאַלס. פּלאַסטיק האַנט מאָדעל מאַטעריאַלס זענען: אַבס, אַקריליק / פּממאַ, פּפּ, פּיסי, פּע, פּאָם, ניילאָן, באַקעליטע, אאז"ו ו; מעטאַל מאַטעריאַל פון מעטאַל האַנט מאָדעלס זענען: אַלומינום, אַלומינום מאַגנעסיום צומיש, אַלומינום צינק צומיש, קופּער, שטאָל, אייַזן, עטק.
• שטאַרקייט: פאַרשידענע מאַטעריאַלס האָבן פאַרשידענע סטרענגטס און זענען שווער צו רשימה
• פֿעיִקייטן פון פאַרטיק פּראָדוקט: קנק מאַשינד טיילן האָבן אַ גלאַט ייבערפלאַך, הויך דימענשאַנאַל אַקיעראַסי, און דער בעסטער קאַמפּאַקטנאַס, און עס זענען פאַרשידן פּאָסטן פּראַסעסינג אָפּציעס.
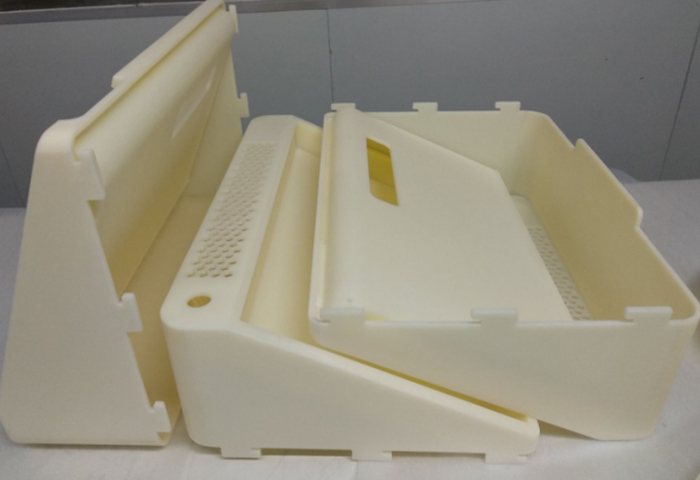

וואַקוום קאַסטינג
• באַשרייַבונג: וואַקוום קאַסטינג טעכנאָלאָגיע איז צו נוצן די פּראָוטאַטייפּ (גיך פּראָטאָטיפּינג טיילן, קנק האַנט טיילן) צו מאַכן אַ סיליקאָנע פורעם אונטער וואַקוום צושטאַנד. עס אויך ניצט פּו, אַבס און אנדערע מאַטעריאַלס צו גיסן, אַזוי צו קלאָון דער זעלביקער קאָפּיע מיט די פּראָדוקט פּראָוטאַטייפּ.
• מאַטעריאַל: אַבס, פּו, פּווק, סיליקאָנע, טראַנספּעראַנט אַבס
• שטאַרקייַט: די שטאַרקייט און כאַרדנאַס זענען נידעריקער ווי די קנק האַנט טיילן. פּראָסט פּו מאַטעריאַל איז לעפיערעך קרישלדיק, טאַפנאַס און הויך טעמפּעראַטור קעגנשטעל זענען נעבעך. אַבס האט העכער שטאַרקייַט, בעסער פּלאַסטיסיטי און גרינגער פּאָסטן-פּראַסעסינג.
• פֿעיִקייטן פון פאַרטיק פּראָדוקט: גרינג צו ייַנשרומפּן און פאַרקרימען; די אַקיעראַסי איז בכלל בלויז 0.2 מם. אין דערצו, די וואַקוום קאַסטינג האַנט פּאַרץ קענען בלויז אַנטקעגנשטעלנ הויך טעמפּעראַטור פון וועגן 60 דיגריז און איז נידעריקער ווי קנק האַנט טיילן אין שטאַרקייט און כאַרדנאַס.


די וואַקוום קאַסטינג טעכנאָלאָגיע ניצט די פּראָוטאַטייפּ פון די פּראָדוקט צו מאַכן סיליקאָנע מאָולדז אונטער וואַקוום סטאַטוס און אַדאַפּט מאַטעריאַלס אַזאַ ווי פּו, אַבס, עטק צו פּראָדוצירן טיילן אונטער וואַקוום סטאַטוס, וואָס איז די זעלבע ווי מיט די פּראָוטאַטייפּ פון די פּראָדוקט. דער אופֿן איז ספּעציעל פּאַסיק פֿאַר פּראָדוקציע פון קליין פּעקל. עס איז אַ נידעריק-פּרייַז לייזונג צו סאָלווע יקספּערמענאַל פּראָדוקציע און קליין פּעקל פּראָדוקציע אין קורץ צייט, און עס קען אויך טרעפן די פאַנגקשאַנאַל פּראָבע פון עטלעכע ינזשעניעריע סאַמפּאַלז מיט קאָמפּליצירט סטרוקטור. אין אַלגעמיין, די וואַקוום קאַסטינג טעכנאָלאָגיע איז פּאַסיק פֿאַר די פּשוט פּרובירן און די באדערפענישן פון דער קאַנסעפּטשואַל פּלאַן.
אַדוואַנטאַגעס פון גיך פּראָטאָטיפּינג
• הויך גראַד פון אָטאַמיישאַן אין פאָרמינג פּראָצעס
• גענוי רעפּלאַקיישאַן פון ענטיטי
• הויך דימענשאַנאַל אַקיעראַסי. דימענשאַנאַל אַקיעראַסי קענען זיין אַרויף צו ± 0.1 מם
• ויסגעצייכנט ייבערפלאַך קוואַליטעט
• ונלימיטעד פּלאַן פּלאַץ
• ניט פֿאַרזאַמלונג פארלאנגט
• שנעל פאָרמינג גיכקייַט און קירצער עקספּרעס צייט
• שפּאָרן רוי מאַטעריאַלס
•איך פּראַוויידינג פּראָדוקט פּלאַן